1.1貼標(biāo)機(jī)介紹
貼標(biāo)機(jī)(Labeller),是以粘合劑把紙或金屬箔標(biāo)簽粘貼在規(guī)定的包裝容器上的設(shè)備。貼標(biāo)簽機(jī)是現(xiàn)代包裝不可缺少的組成部分。目前我國(guó)生產(chǎn)貼標(biāo)機(jī)的種類正在逐步增加,技術(shù)水平也有了很大的提高,已從手動(dòng)、半自動(dòng)貼標(biāo)的落后局面,轉(zhuǎn)向自動(dòng)化高速貼標(biāo)機(jī)占據(jù)廣大市場(chǎng)的格局。
1.2 貼標(biāo)機(jī)分類
主要分類有:全自動(dòng)立式圓瓶貼標(biāo)機(jī),全自動(dòng)臥室圓瓶貼標(biāo)機(jī),全自動(dòng)轉(zhuǎn)角貼標(biāo)機(jī),全自動(dòng)紅酒貼標(biāo)機(jī),平面貼標(biāo)機(jī),上下不干膠貼標(biāo)機(jī),雙側(cè)氣動(dòng)貼標(biāo)機(jī),單側(cè)貼標(biāo)機(jī),半自動(dòng)平面貼標(biāo)機(jī)等。
目前合信技術(shù)的產(chǎn)品已經(jīng)成功用于全自動(dòng)立式圓瓶貼標(biāo)機(jī)、平面貼標(biāo)機(jī)、上下不干膠貼標(biāo)機(jī)、單側(cè)貼標(biāo)機(jī)等機(jī)型。
1.3 貼標(biāo)機(jī)控制原理
工作過(guò)程的開(kāi)始是瓶子(紙盒)在傳送帶上以一個(gè)不變的速度向貼標(biāo)機(jī)進(jìn)給。機(jī)械上的固定裝置將瓶子之間分開(kāi)一個(gè)固定的距離,并推動(dòng)箱子沿傳送帶的方向前進(jìn)貼標(biāo)機(jī)的機(jī)械系統(tǒng)包括一個(gè)驅(qū)動(dòng)輪, 一個(gè)貼標(biāo)輪,和一個(gè)卷軸。驅(qū)動(dòng)輪間歇性地拖動(dòng)標(biāo)簽帶運(yùn)動(dòng),標(biāo)簽帶從卷軸中被拉出,同時(shí)經(jīng)過(guò)貼標(biāo)輪貼標(biāo)輪會(huì)將標(biāo)簽通過(guò)不干膠粘帖在瓶子上。在卷軸上采用了開(kāi)環(huán)的位移控制,用來(lái)保持標(biāo)簽帶的張力因?yàn)闃?biāo)簽在標(biāo)簽帶上是彼此緊密相連的,所以標(biāo)簽帶必須不斷起停。
標(biāo)簽是在貼標(biāo)輪與箱子移動(dòng)速度相同的情況下被貼在箱子上的。當(dāng)傳送帶到達(dá)了某個(gè)特定的位置時(shí),側(cè)物傳感器感應(yīng),標(biāo)簽帶驅(qū)動(dòng)輪會(huì)加速到與傳送帶匹配的速度,貼上標(biāo)簽后,當(dāng)檢測(cè)到色標(biāo)傳感器時(shí),伺服電機(jī)在走定定長(zhǎng)距離,再減速到停止。
由于標(biāo)簽帶有可能會(huì)產(chǎn)生滑動(dòng),所以它上面有登記標(biāo)志,用來(lái)保證每一張標(biāo)簽都被正確地放置。登記標(biāo)志通過(guò)一個(gè)傳感器來(lái)讀取,在標(biāo)簽帶減速階段,驅(qū)動(dòng)輪會(huì)從新調(diào)整位置以修正標(biāo)簽帶上的任何位置錯(cuò)誤。
1.4、控制方案
新型立式貼標(biāo)機(jī)控制方案選用合信控制產(chǎn)品:CTSC 100系列PLC、E系列E10伺服驅(qū)動(dòng)器、TP07 觸摸屏。
貼標(biāo)機(jī)核心的送標(biāo)控制部分由E10驅(qū)動(dòng)器內(nèi)置色標(biāo)捕捉定長(zhǎng)定位功能實(shí)現(xiàn);PLC完成貼標(biāo)機(jī)的外部邏輯處理和進(jìn)行對(duì)送標(biāo)動(dòng)作的觸發(fā);觸摸屏擁有雙通訊口,一個(gè)通訊口同E10驅(qū)動(dòng)器采用Modbus通訊,設(shè)置貼標(biāo)動(dòng)作的參數(shù)(如速度、位置以及延時(shí)時(shí)間等),并監(jiān)視驅(qū)動(dòng)器的狀態(tài);另一個(gè)通訊口同PLC連接(PPI通訊協(xié)議)起來(lái)以進(jìn)行機(jī)器的其它邏輯動(dòng)作的控制和相關(guān)參數(shù)設(shè)置。
1.5、驅(qū)動(dòng)器內(nèi)置路徑規(guī)劃與時(shí)序
在采用E10驅(qū)動(dòng)器內(nèi)置功能控制直線式貼標(biāo)機(jī)時(shí),E10驅(qū)動(dòng)器工作在“特殊速度-位置模式”。將測(cè)物傳感器連接到伺服驅(qū)動(dòng)器DI4,色標(biāo)傳感器連接到伺服驅(qū)動(dòng)器DIR-觸發(fā)貼標(biāo)動(dòng)作的兩個(gè)傳感器為:測(cè)物傳感器與色標(biāo)傳感器,測(cè)物傳感器連接到伺服驅(qū)動(dòng)器 I/O 接口的DI4 ,色標(biāo)傳感器連接到伺服驅(qū)動(dòng)器I/O 接口的DIR-。
在啟動(dòng)貼標(biāo)機(jī)工作時(shí),主軸傳送帶將需要貼標(biāo)的瓶運(yùn)送過(guò)來(lái),當(dāng)測(cè)物傳感器檢測(cè)到信號(hào)后,驅(qū)動(dòng)其以設(shè)定的貼標(biāo)速度控制電機(jī)運(yùn)行;當(dāng)電機(jī)運(yùn)行經(jīng)過(guò)設(shè)定的長(zhǎng)度后,驅(qū)動(dòng)器啟動(dòng)連接色標(biāo)傳感器的輸入,進(jìn)入色標(biāo)捕捉狀態(tài)(色標(biāo)傳感器輸入連接的是E10驅(qū)動(dòng)器的高速輸入接口,其信號(hào)采集周期為2微妙);當(dāng)色標(biāo)傳感器檢測(cè)到色標(biāo)信號(hào)后,驅(qū)動(dòng)器從速度模式平滑切換的到位置模式,根據(jù)在HMI上設(shè)置的運(yùn)動(dòng)脈沖數(shù)以及加減速時(shí)間完成定長(zhǎng)運(yùn)動(dòng)。從而實(shí)現(xiàn)每次貼標(biāo)的精準(zhǔn)定位;當(dāng)定產(chǎn)運(yùn)行完成后,驅(qū)動(dòng)器輸出一個(gè)動(dòng)作完成信號(hào),表示此次貼標(biāo)動(dòng)作完成,系統(tǒng)可以進(jìn)行下一次貼標(biāo)動(dòng)在。通過(guò)實(shí)際的運(yùn)用,可以很好的避免由于受干擾丟失脈沖的問(wèn)題,而且不會(huì)出現(xiàn)重復(fù)誤差累積的問(wèn)題。
1.1信號(hào)觸發(fā)時(shí)序圖
1.6、方案對(duì)比
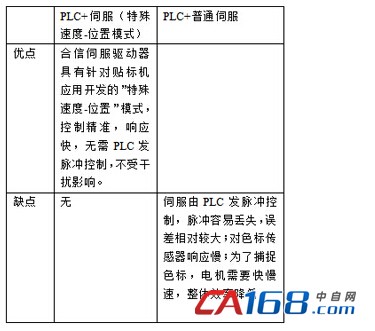
合信E10伺服驅(qū)動(dòng)器內(nèi)E10驅(qū)動(dòng)器內(nèi)置色標(biāo)捕捉定長(zhǎng)定位功能具有顯著的優(yōu)點(diǎn),能夠出色完成貼標(biāo)機(jī)控制需求。在本文的立式貼標(biāo)機(jī)中,這種方案出色完成控制任務(wù),同客戶之前方案相比,設(shè)備生產(chǎn)效率提高30%,并且適應(yīng)性強(qiáng),可以用于不同種類和動(dòng)作要求的貼標(biāo)設(shè)備。

買的激光打標(biāo)機(jī)選")



攜尖端煙霧凈化技術(shù),亮相2025中國(guó)")