鋰電池噴碼就是在電池外表皮面上噴上該電池的信息,即給電池一個(gè)身份證,鋰離子電池噴碼內(nèi)容包含廠家,型號(hào),生產(chǎn)日期,電壓,容量,能量,生產(chǎn)批號(hào),電池二維碼等基本電池信息;鋰電池噴碼加工針對(duì)大部分做電池的企業(yè)來(lái)說(shuō)是不會(huì)做的一件事兒,而一些小電池企業(yè)會(huì)結(jié)合公司產(chǎn)能來(lái)接一些鋰電池噴碼加工的活,這種事兒做的多了慢慢大家都認(rèn)為他們就是鋰電池噴碼加工廠,這種現(xiàn)象在電池行業(yè)會(huì)遇到,這也要一些廠家左右前后不是哭笑不得,然后很多鋰電池廠家直接拒絕這樣的鋰電池噴碼加工訂單,先來(lái)一起了解一下鋰電池噴碼加工廠的一些噴碼方法和噴碼要求吧。
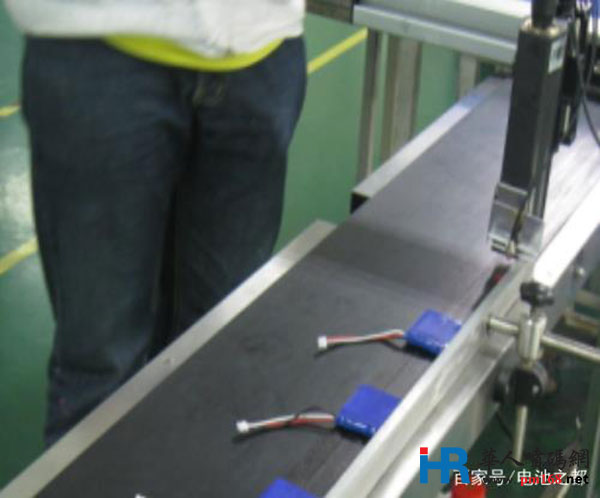
 鋰電池噴碼機(jī)示意圖片
鋰電池噴碼機(jī)示意圖片
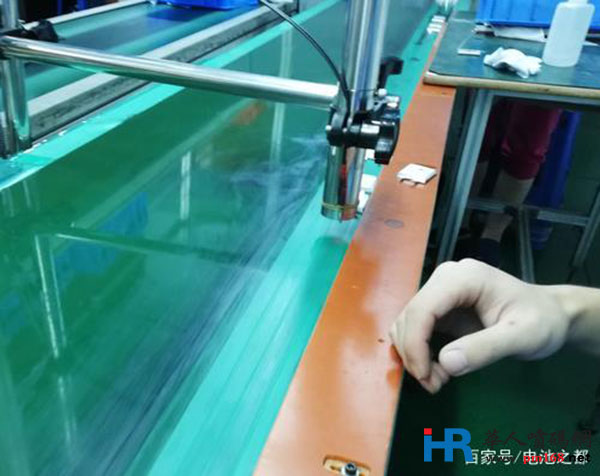
 干凈的PACK鋰電池噴碼流水線
干凈的PACK鋰電池噴碼流水線
 聚合物鋰電池噴碼流水線
聚合物鋰電池噴碼流水線


 某款3.7V ICR18650鋰電池噴碼內(nèi)容
某款3.7V ICR18650鋰電池噴碼內(nèi)容
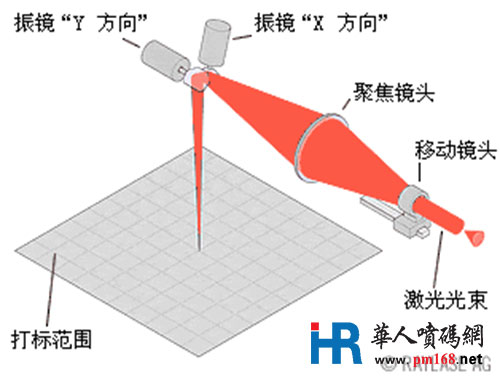
鋰電池噴碼機(jī)示意圖片一、鋰電池噴碼要求詳細(xì)說(shuō)明。
1、桌面上不能有剪刀、鋼尺、筆等尖銳的物品。
2、每次開班的鋰電池噴碼機(jī)操作員需檢查噴碼機(jī)油墨、添加劑是否充足,發(fā)現(xiàn)油墨、添加劑快用盡時(shí)需及時(shí)更換。
3、每次開班或轉(zhuǎn)品種時(shí)需制作首件,并記錄在相關(guān)的噴碼記錄單附表中。
4、噴碼系統(tǒng)在每日零點(diǎn)后會(huì)自動(dòng)更新日期,需重新制作首件。
5、對(duì)于有足夠噴碼區(qū)間的電芯,噴碼位置除滿足基本要求外,在電芯主體上還需居中。
6、噴碼要求有噴碼技術(shù)標(biāo)準(zhǔn),有特殊規(guī)定的必須以MI鋰電池噴碼要求標(biāo)準(zhǔn)文件為準(zhǔn),無(wú)要求的需要與對(duì)應(yīng)人確認(rèn)噴碼內(nèi)容。
干凈的PACK鋰電池噴碼流水線7、碼型不能傾斜、不能有濺墨、字體碼型不能錯(cuò)位、變形、首位不對(duì)齊。
8、所有條碼在開始生產(chǎn)時(shí)需先噴10ea電芯進(jìn)行掃描,正常生產(chǎn)過(guò)程中每小時(shí)掃描10ea電芯以檢驗(yàn)噴碼效果,所掃Barcode號(hào)均須以Excel格式保存在電腦中,文件名稱為產(chǎn)品品種編號(hào)。
9、返噴碼電芯在噴碼過(guò)程中,任何與電芯接觸的地方不能有導(dǎo)電物體,返噴碼電芯條碼需清晰易掃描,不可模糊掃描不上。
二、鋰電池噴碼注意事項(xiàng)說(shuō)明:
1、觀察鋰電池噴碼機(jī)傳送帶是否出現(xiàn)抖動(dòng)、跑斜,如有需要噴碼設(shè)備工程師維護(hù)糾正。
2、清潔傳送帶,確認(rèn)好噴碼的鋰電池電芯的型號(hào)與碼型。
3、鋰電池噴碼機(jī)報(bào)警燈閃爍提示,外部通訊異??梢院雎?,其它報(bào)警均不能正常開機(jī)。
3、鋰電池噴碼操作過(guò)程中出現(xiàn)任何異常,通知PE處理,不能私自調(diào)機(jī)或者拆卸設(shè)備。
4、鋰電池噴碼機(jī)只限PE人員、技術(shù)人員,品質(zhì)人員或者生產(chǎn)指定人員操作,對(duì)里面的數(shù)據(jù)未經(jīng)工程師同意,任何人不得修改。
聚合物鋰電池噴碼流水線5、鋰電池噴碼操作員不能留長(zhǎng)指甲,防止與電芯接觸過(guò)程中,將電芯刮花,禁止將氣袋角位處折起,以防角位破損。
6、放置在鋰電池噴碼機(jī)傳送帶上的電芯間隔至少大于30mm。
7、鋰電池噴碼操作員每次手拿電池不能超過(guò)5個(gè)。
8、噴碼完成后或者放假期間,需要關(guān)墨線,關(guān)噴碼機(jī)顯示屏。
三、鋰電池噴碼加工方法步驟詳細(xì)說(shuō)明:
A、準(zhǔn)備工作。
1、使用抹布酒精清潔干凈噴碼設(shè)備、桌面、傳送帶。
2、開啟傳送帶,確認(rèn)好傳送帶的速度。
3、調(diào)整限位板,保證噴印在電芯正面主體中間。
4、將待噴碼的電芯整齊擺放在待噴區(qū)域。
B、開啟噴碼機(jī)設(shè)備的操作步驟。
1、插上電源插頭。
2、按下噴碼機(jī)上面NO/OFF按鈕。
3、按下ESC將畫面退回到主操作選擇。
4、選擇“生產(chǎn)噴碼”,按ENTER鍵開機(jī)。
鋰電池噴碼機(jī)顯示屏
5、選擇“噴碼機(jī)”,按▼指向“開墨線”按下ENTER鍵,等候墨線開啟,直至 Test Print燈不閃為止。
C、鋰電池電池噴碼內(nèi)容編輯與首件制作。
1、開啟噴碼電腦,打開LFB系統(tǒng)。
2、按噴碼內(nèi)容技術(shù)文件將條形碼編輯調(diào)試好,并保存。
3、使用皺紋膠試噴三個(gè),QA/PROD一起確認(rèn)格式和內(nèi)容是否正確,直止正確后簽樣首檢。
4、將噴好的碼型正面朝上放置在桌面上,使用掃描槍的紅外線垂直對(duì)準(zhǔn)噴碼,由近而遠(yuǎn)移動(dòng),直至噴碼內(nèi)容被掃面出來(lái),如無(wú)法掃描,則需要重新調(diào)試。
D、噴碼方法。
1、在確認(rèn)首件正常以后正式開始噴碼。
2、操作員手請(qǐng)捏電芯主體,將電芯正面朝上,端部朝前緊貼限位板平放。
3、噴碼完成后,電芯要離開噴頭300mm以后,收電芯的操作員將電芯收集好,整齊擺放到流拉盒里面。
聚合物電池噴碼
鋰電池噴碼加工廠在噴碼時(shí)必須要以品質(zhì)第一,不論是噴18650鋰電池噴碼內(nèi)容,還是其它電池,噴碼歪斜,噴碼重碼、噴碼斷碼的需要挑出來(lái),不能將不良品混放在一起,需要區(qū)分標(biāo)識(shí)及時(shí)返工。
某款3.7V ICR18650鋰電池噴碼內(nèi)容四、各種鋰電池噴碼加工管控要點(diǎn):
1、工具控制:通用噴碼工具有抹布,六角扳手,小一字螺絲刀,手套,皺紋膠,手套,電腦,物料盒,這些一定要合理擺放整齊,不能混放,所對(duì)應(yīng)的工具應(yīng)有標(biāo)識(shí),每次使用需要有記錄。
2、速度控制:5Hz≤噴碼機(jī)拉帶速度≤50Hz。
3、高度控制:20mm≤噴碼機(jī)拉帶速度≤60mm。
4、內(nèi)容控制:一定要確認(rèn)簽樣,確保不返工。
鋰電池噴碼加工廠在做鋰電池電池噴碼前一定要和客戶確認(rèn),可以在調(diào)機(jī)過(guò)程中噴碼拍照給客戶確認(rèn),也可以現(xiàn)場(chǎng)確認(rèn),然后根據(jù)客戶要求來(lái)進(jìn)行噴碼加工,避免噴碼與實(shí)際要求不符造成返工的現(xiàn)象,這樣不僅減少了工廠損失,還可以提升品質(zhì),得到客戶信任,何樂(lè)而不為呢。

買的激光打標(biāo)機(jī)選")



數(shù)智化包裝博覽會(huì),解")
攜尖端煙霧凈化技術(shù),亮相2025中國(guó)")